Problem-solving tools need to be embedded in the systems and culture of the company. Everyone from the shop floor to the C-suite needs to use the same language and tools. Our training class in root cause investigation is a great way to begin building this problem-solving culture. Start with just a few tools in which everyone becomes proficient and make sure those same tools are used for Lean Six Sigma and CAPA. One excellent tool commonly used in the Six Sigma world is the project charter. It is goal-focused and allows problem-solving teams to get visibility and valuable resources from management early on. Why? Because the charter requires teams to “define” the resources needed to achieve goals. In CAPA land, that’s usually not part of the process.
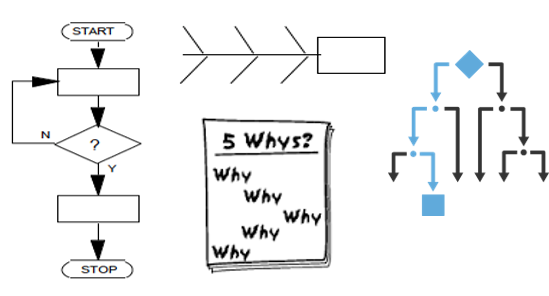
Next develop a strong problem statement that is grounded in data. These data are used in the CAPA effectiveness verification stage to ensure that the solution closed the gap. A great tool for problem definition is the “Is/Is Not” table, because it helps refine and scope a problem by asking where the problem could also have occurred. Many of us are familiar with the 5 Whys and fishbone (Ishikawa) tools applied during the investigation or DMAIC’s Analyze phase, but often teams employ a tool and feel as if they’re trying to fit a square peg into a round hole. That’s a sure sign that the team is working for the tool rather than the tool working for the team. We recommend using a progression of tools that makes it easier to move between tools.
Of course, in CAPA the most important tool is good documentation, written with the audience in mind. Who’s the audience? Not just auditors and regulators, but also management, peers, and even the future. The A3 form from the Lean and Six Sigma toolbox is a great documentation tool when augmented with written summaries. The key is to document as you go, not make it a check-the-box activity after the investigation when you’re trying to remember the problem-solving process.

US OfficeWashington DC
EU OfficeCork, Ireland


